You would think that the main issue 3D printing methods that use UV cure resin and a projector shining up into the bottom of a vat would have is the parts sticking to the bottom of the vat. This is a real issue and it shapes a lot of the designs however the kind of sticking that is the real problem does not seem to be adhesive. Various materials are non-stick when it comes to the resin used, things like PTFE for example. The B9creator (way to go on over $500k pledged! to Kickstarter) uses PDMS (silicone) for its vat bottom, apparently the oxygen absorbed into the silicone reacts with the resin to form a layer that does not cure, or if not reacts the polymerisation is at least inhibited (like an anti-catalyst).
The real issue is the same sort of force you get when you press any two extremely flat objects together, especially if they are wet. One issue is atmospheric pressure, as you try to separate the plates you are increasing volume and hence decreasing pressure, the air pressure on top of the upper surface might cause a force. Then there is the viscosity of the fluid itself, if the separation occurs beneath the surface then new fluid must flow into this space.
So the idea as suggested by Michel Jullian on the group was to remove atmospheric pressure and create a print method where the base of the vat was wetted only. I decided to do some tests and here they are:
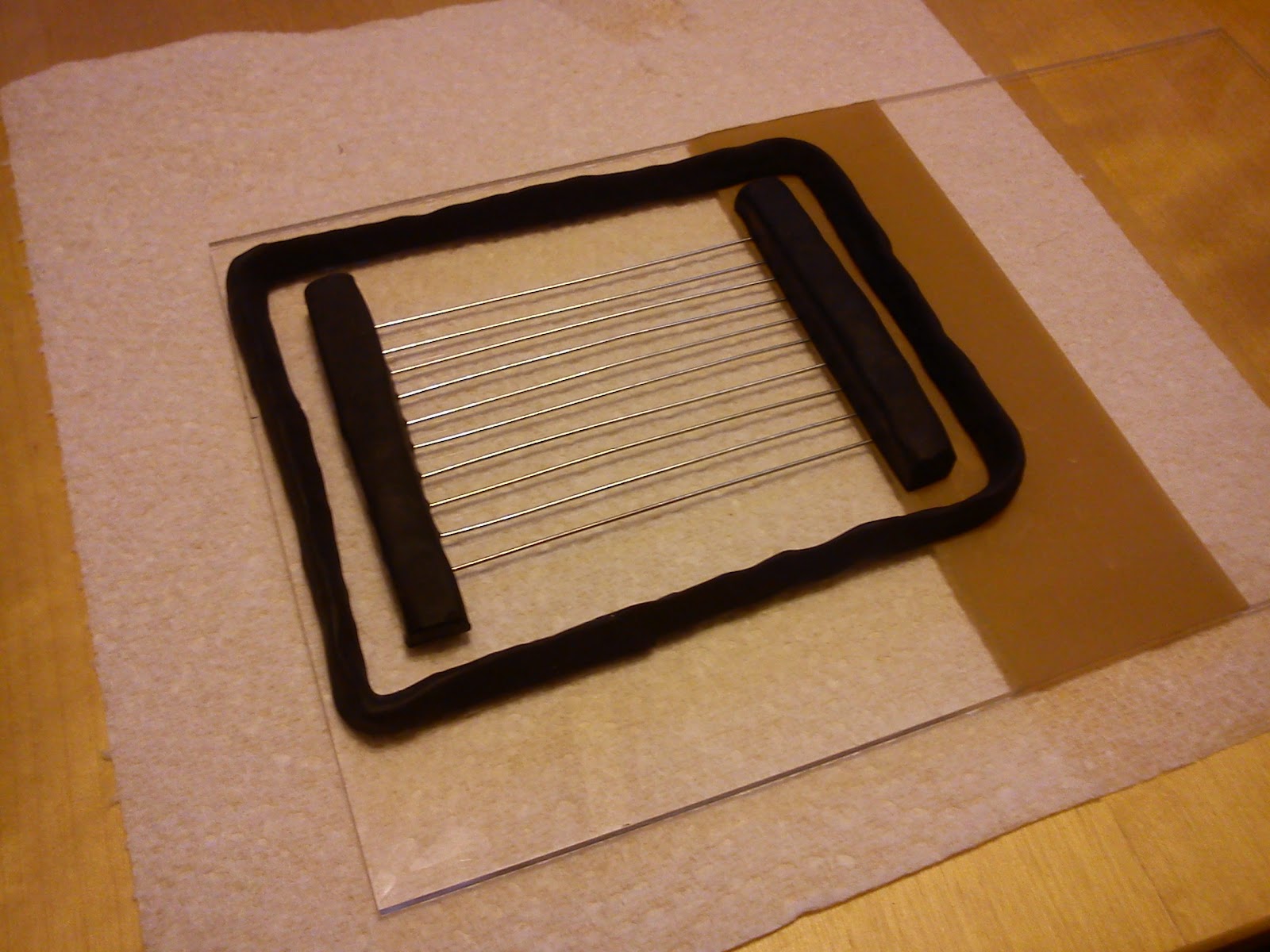
This is the simple rig. A lump of steel and a little dial indicator stand, onto the steel is glued a microscope slide (using UV cure cyno) and on top of that is placed another slide. Between the slides is pressed a little optical matching fluid which is basically an oil. Then glued on to that is an off cut from the laser cutter. Force is applied via some Kevlar thread (because I had it) and a tension spring, zip tie is obligatory for such a rig in lieu of duck tape.
The whole lot was then put in this vacuum desiccator and around 28"Hg of vacuum pulled....
Nothing happened, now I was not being extremely scientific but if it will not part with a small force then it does not help us as a technique.
I think this shows that the forces are more atomic/fluidic than atmospheric and although air could flow into the gap rather than a liquid the small layer of liquid would still have to move in some way, you can't increase volume until it does and I assume that in the same way liquids cannot be compressed they don't like to be stretched. There is probably a name for this effect but I'm not exactly sure where to start.